Развернуть ▼
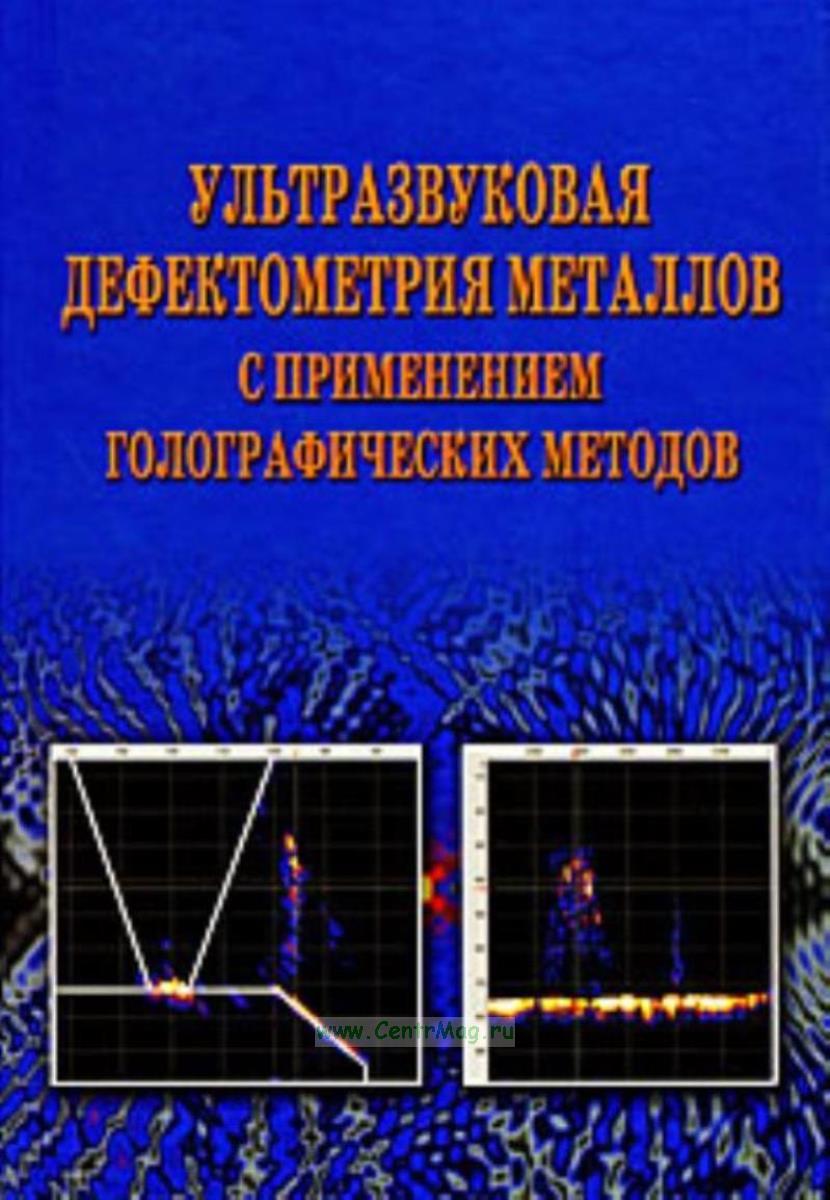
Рассмотрены вопросы теории и практики ультразвуковой дефектометрии на основе алгоритмов цифровой акустической голографии применительно к эксплуатации объектов повышенной опасности. Приведены особенности различных алгоритмов получения когерентного изображения, в том числе проекции в спектральном пространстве, угловых спектров, эталонной голограммы и др. Достаточно подробно описана разработанная аппаратура серии "Авгур" и ее модификации применительно к различным объектам контроля. Показано, что информация о типе и размерах дефектов, получаемая при голографическом контроле, достаточна для оценки остаточного ресурса объекта. На основе результатов многочисленных металлографических исследований оценена погрешность измерения размеров дефектов, которая составляет ±1,5 мм. Приводится более чем 10-летний опыт применения систем серии "Авгур", прежде всего на объектах атомной энергетики; сформулированы признаки типов дефектов и алгоритмы автоматического определения их параметров. Разработаны методические основы голографического контроля широкого круга сварных соединений, которые позволили создать и аттестовать 13 специализированных методик. Представляют интерес системы для диагностики колесных пар железнодорожных вагонов, использующие цифровую акустическую голографию, в которых применена специально разработанная программа определения остаточного ресурса. Описаны перспективные методы повышения разрешающей способности и качества изображений дефектов.
Предназначена для разработчиков и специалистов в области диагностики и эксплуатации объектов повышенной опасности, для центров подготовки специалистов в области неразрушающего контроля.
Содержание
ВВЕДЕНИЕ
ГЛАВА 1. ГОЛОГРАФИЧЕСКИЕ МЕТОДЫ ПОЛУЧЕНИЯ АКУСТИЧЕСКИХ ИЗОБРАЖЕНИЙ
1.1. Дефектоскопия как обратная задача
1.2. Классификация систем визуализации по признаку обработки данных
1.3. Основные свойства акустических изображений
1.3.1. Предельная разрешающая способность
1.3.2. Особенности когерентных изображений
1.4. Когерентные алгоритмы формирования изображений в дефектоскопии
1.4.1. Алгоритм фокусированной синтезированной апертуры SAFT)
1.4.2. Голографические алгоритмы получения изображений
1.4.2.1. Метод обращенной волны (метод угловых спектров)
1.4.2.2. Алгоритм проекции в спектральном пространстве
1.4.2.3. Алгоритм эталонной голограммы
1.4.3. Улучшение качества акустических изображений
ГЛАВА 2. УЛЬТРАЗВУКОВЫЕ СИСТЕМЫ С КОГЕРЕНТНОЙ ОБРАБОТКОЙ ДАННЫХ
2.1. Ультразвуковые системы неразрушающего контроля
2.2. Ультразвуковые системы серии "Авгур" с когерентной обработкой данных
2.2.1. Принципы построения автоматизированных систем серии "Авгур"
2.2.2. Структура систем серии "Авгур"
2.2.2.1. Аппаратные средства систем серии "Авгур"
2.2.2.2. Программное обеспечение систем серии "Авгур"
2.2.3. Основные технические характеристики систем серии "Авгур"
2.2.4. Особенности систем серии "Авгур"
2.2.4.1. Схемы регистрации эхосигналов
2.2.4.2. Поисковый режим работы системы "Авгур"
2.2.4.3. Измерительный режим работы системы "Авгур"
2.2.4.4. Получение изображения дефектов
2.2.4.5. Основные требования, предъявляемые к ПЭП
2.2.5. Основные требования к регистрации данных контроля
2.2.6. Вопросы калибровки акустических преобразователей
ГЛАВА 3. ПОГРЕШНОСТЬ ИЗМЕРЕНИЯ РАЗМЕРОВ ДЕФЕКТОВ В СИСТЕМАХ С КОГЕРЕНТНОЙ ОБРАБОТКОЙ ДАННЫХ
3.1. Разрешающая способность систем с когерентной обработкой данных
3.2. Погрешность измерения размеров дефектов
3.2.1. Погрешность определения высоты дефектов
3.2.1.1. Погрешность определения параметров при первичном контроле
3.2.1.2. Погрешность определения профиля дефектов при повторном измерении
3.2.2. Погрешность измерения длины дефектов
3.3. Определение реальной погрешности измерений размеров дефектов
3.3.1. Определение профиля коррозионных дефектов
3.3.2. Погрешность измерения параметров трещин в аустенитных сварных соединениях трубопроводов из коррозионно-стойкой стали диаметром 325x15 мм
3.3.2.1. Определение длины дефекта
3.3.2.2. Определение профиля дефекта при первичном контроле
3.3.2.3. Погрешность определения профиля дефекта при повторном контроле
3.4. Сравнительный анализ результатов ручного УЗК и АУЗК с когерентной обработкой данных
Глава 4. ОЦЕНКА РЕЗУЛЬТАТОВ КОНТРОЛЯ ПО КОГЕРЕНТНЫМ АКУСТИЧЕСКИМ ИЗОБРАЖЕНИЯМ
4.1. Классификация дефектов по когерентным изображениям
4.1.1. Общие принципы формирования изображений в системе "Авгур"
4.1.2. Характерные особенности изображений дефектов в системах серии "Авгур"
4.1.3. Выделение несплошности в изображении
4.1.4. Признаки типов несплошностей
4.2. Алгоритмы автоматической оценки результатов УЗК системами серии "Авгур"
4.2.1. Автоматическое определение дефектных зон
4.2.2. Автоматизация определения параметров дефектов
4.4.2.1. Предварительная обработка изображений
4.4.2.2. Выделение совокупности элементов изображений, относящихся к несплошности, на фоне помех
4.4.2.3. Определение типа несплошности
4.4.2.4. Оконтуривание несплошности и определение ее параметров
4.4.3. Формирование протокола контроля
ГЛАВА 5. ПРИМЕНЕНИЕ СИСТЕМ С КОГЕРЕНТНОЙ ОБРАБОТКОЙ ДАННЫХ В ПРОМЫШЛЕННОСТИ
5.1. Комплексная технология контроля сварных соединений
5.2. Опыт применения комплексной технологии для контроля сварных швов в атомной энергетике
5.2.1. Опыт применения технологии для диагностики реакторных установок РБМК
5.2.1.1. Сварные соединения Ду 300
5.2.1.2. Сварные соединения Ду 800
5.2.2. Опыт применения технологии для диагностики сварных соединений реакторных установок ВВЭР
5.2.2.1. Предэксплуатационный контроль трубопроводов 1-го и 2-го контуров 1-го блока Волгодонской АЭС
5.2.2.2. Сварное соединение № 111 (Ду 1200)
5.2.2.3. Композитные сварные соединения Ду 1100 и № 10 реакторов типа ВВЭР-440
5.2.2.4. Сварное соединение № XI приварки фланцев к входным патрубкам ГЦЭН-310 реактора ВВЭР-440
5.3. Технология диагностики сварных соединений исследовательского термоядерного реактора (ИТЭР)
5.3.1. Повышение отношения сигнал/шум при контроле толстостенных аустенитных сварных швов
5.3.2. Особенности аппаратуры, используемой в работах по ИТЭР
5.3.3. Опыт диагностики на образцах сварных швов с реалистичными дефектами
5.4. Применение комплексной технологии контроля сварных соединений в нефтегазовом комплексе (примеры)
5.4.1. Контроль трубопроводов обвязки на газокомпрессорных станциях Газпрома
5.4.2. Контроль сварных соединений нефтепроводов ОАО "Транснефть"
ГЛАВА 6. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОМЕТРИЯ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ
6.1. Состояние системы дефектоскопии элементов КП вагонов
6.2. Комплексная технология диагностики колесных пар вагонов
6.3. Расчет остаточного ресурса осей КП с дефектами
6.4. Ультразвуковые топографические системы диагностики элементов колесных пар вагонов
6.4.1. Мобильная система
6.4.2. Стационарная система
6.4.3. Сравнение систем диагностики
ГЛАВА 7. ПОВЫШЕНИЕ РАЗРЕШЕНИЯ И УЛУЧШЕНИЕ КАЧЕСТВА ИЗОБРАЖЕНИЙ
7.1. Методы улучшения качества изображений
7.1.1. Гомоморфная фильтрация
7.1.2. Особенности применения сложных сигналов
7.1.2.1. Основные формулы
7.1.2.2. Результаты экспериментальных исследований
7.1.2.3. Сжатие сложных сигналов
7.1.2.4. Чувствительность и помехоустойчивость систем, использующих сложные сигналы
7.1.3. Улучшения качества изображений плоскостных дефектов
7.1.3.1. Основные соотношения
7.1.3.2. Результаты экспериментальных исследований
7.1.4. Метод двойного сканирования
7.1.4.1. Основные соотношения
7.1.4.2. Модельные эксперименты
7.1.4.3. Сравнение совмещенного режима и метода двойного сканирования
7.1.4.4. Реализация метода двойного сканирования с помощью антенных решеток
7.2. Алгоритмы сверхразрешения акустических изображений
7.2.1. Метод адаптивной экстраполяции
7.2.2. Построение AR-модели спектров эхосигналов
7.2.3. Двумерный вариант метода Гершбера-Папулиса
7.2.3.1. Результаты модельных экспериментов
7.2.3.2. Результаты практического контроля
7.2.4. Метод максимальной энтропии
7.2.4.1. Повышение лучевой разрешающей способности изображения дефектов методом максимальной энтропии
7.2.4.2. Повышение фронтальной разрешающей способности изображения дефектов методом максимальной энтропии
7.2.4.3. Модельные эксперименты по получению изображения дефектов методом максимальной энтропии
ПРИЛОЖЕНИЯ
П1. Типичные когерентные изображения дефектов, полученные на системах серии "Авгур"
П1.1. Характерные дефекты, выявленные при контроле сварных соединений трубопроводов различного диаметра оборудования АЭС
П1.2. Характерные дефекты, выявленные в процессе контроля сварных соединений толщиной 40...45 м швов приварки сектора к удлинительному патрубку макета вакуумной камеры термоядерного реактора ИТЭР в JAERI (Япония)
П2. Методики АУЗК сварных соединений АЭС с реакторными установками РБМК, ВВЭР-440 И ВВЭР-1000
ПЗ. Примеры методик АУЗК сварных соединений АЭС с реакторными установками РБМК И ВВЭР-1000
П3.1. Методика автоматизированного ультразвукового контроля сварных соединений узлов приварки коллекторов теплоносителя к патрубкам Ду 1200 парогенераторов реакторных установок ВВЭР-1000 с применением системы "Авгур 5.2" МА5-АЭ1-ШБ/8-ПК-06
П3.2. Методика автоматизированного ультразвукового контроля кольцевых сварных соединений аустенитных трубопроводов Ду 300 реакторов РБМК с применением системы
"Авгур 5.2" (с дополнениями) МА5-АЭ2-Т2М/2-К-06
П4. Сертификаты и современная продукция НПЦ "ЭХО+"
ЛИТЕРАТУРА